
テーパー座ぐり深さ測定
座ぐり穴とは、ネジやボルトで締結するときに、ネジ頭やボルト頭が飛び出すことを防ぐために、一定深さで掘り込み形状加工をするものです。
カタカナでザグリと記載したり、座ぐり、座グリ のように記載したりします。
ストレート穴のザグリもありますが、皿ねじ頭を沈ませるために、テーパー形状の座グリ加工を行う場合もあります。

先頭部分(赤丸)に120°程度のテーパー加工部があります。
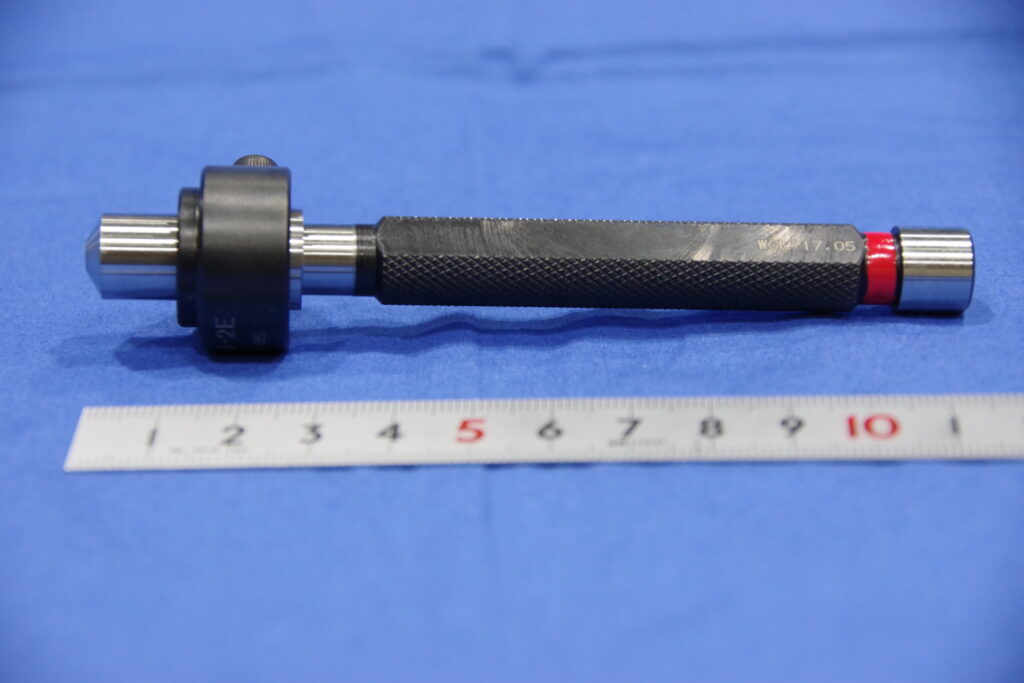
この写真は、120°のテーパー穴深さ測定するためのゲージです。

デプスゲージを手に持ち、測定対象のテーパー穴ザグリに差し込みます。
中にある軸部分(先端がテーパー120°形状)を差し込み、上記写真の黄色矢印の当たりを目視します。

段差の拡大部分が上記写真(赤丸印部)です。
段差部分の一部がDカット(アルファベットのDのような形をしているから Dカットと呼ばれます)されており、シャフトには合計2つの段差が存在します。
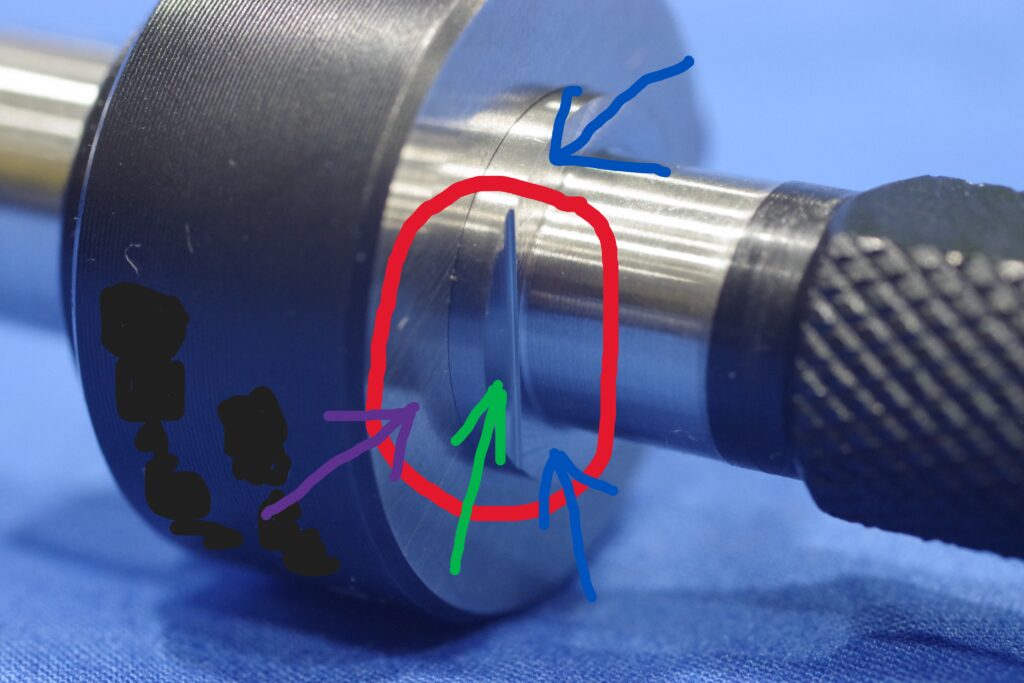
赤丸部分には3つの面が存在します。
1.紫矢印の面(外側リング)
2.緑矢印の面(先端テーパー形状シャフトのDカット段差部)
3.青矢印の面(先端テーパー形状シャフトの鍔上部)
(青矢印は写真には2か所ありますが、この2つの青矢印が指す面は同一面です)
上記の1.の面(紫矢印の面)を基準に2.と3.の面が1.に対して
①沈んでいる
②同一面
③飛び出している
という状況を見て、テーパーザグリの深さが公差内に入っているかを目視で確認します。
目視が不安な場合は、ダイヤルゲージやピックテスト(てこ式ダイヤルゲージ)で数値確認すれば確実に判断できます。
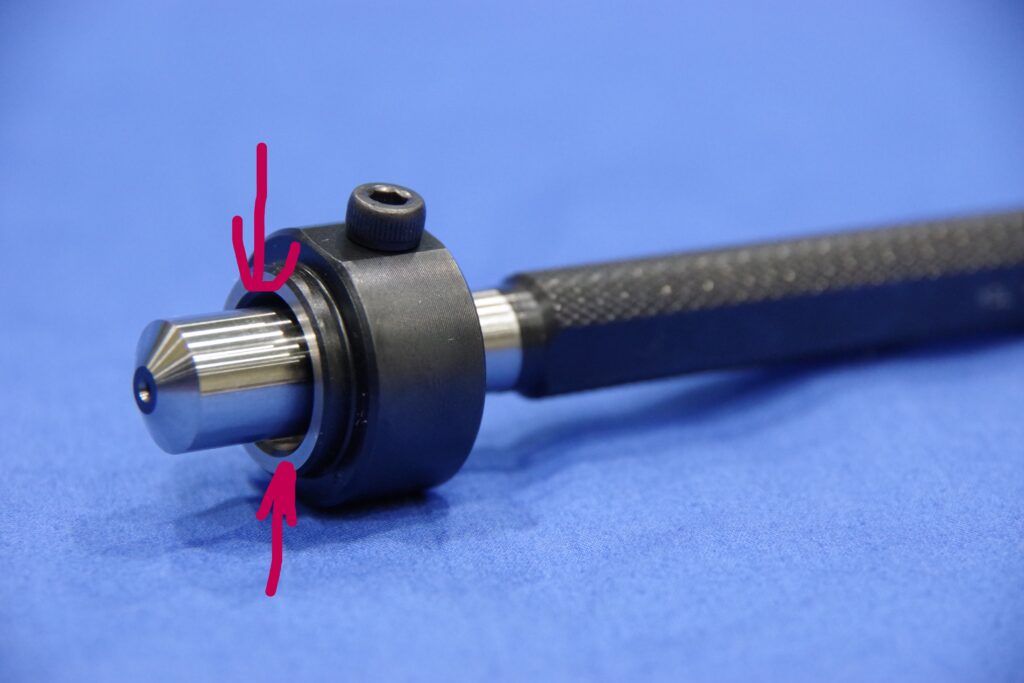
お気づきかもしれませんが、紫矢印が指している外側リングの反対側は研磨面(上記写真の赤矢印部分)になっており、この面をザグリ穴の上面(深さの基点となる面)に接触させます。
つまり、この基準面(外側リングの下端面)をザグリ穴基準に押し当てて、中心部分の先端テーパー形状シャフトをテーパーザグリに差し込み、停止する位置まで、深く入れます。
そのときの段差(上述)を見て、テーパー座グリ深さを計測します。
ザグリ穴の測定なら渡辺精密工業へ
一口にザグリ穴の測定といっても、色々なケースがあります。
・ザグリ穴深さ
・ザグリ穴の直径
・テーパーザグリ穴の角度
・テーパーザグリ穴の深さ
・テーパーザグリ穴の小端径
・テーパーザグリ穴の大端径
など
全てのケースに設計製作で対応可能です。
お困り事がありましたら、渡辺精密工業にお気軽にご相談ください。
渡辺精密工業に相談するのは ==> https://wsl-g.co.jp/contact/
渡辺精密工業の資料をダウンロードするには ==> https://www.ipros.jp/company/detail/2059539/
■多くのラインアップ
当社は自社工場で製造する比率が80%以上。ぜひ、千分台加工のゲージ、治工具、試作品、研究開発品、少量量産部品のご相談を!
<ゲージ>
栓ゲージ、ハサミゲージ、テンプレート、砥石用テンプレート、スプラインゲージ、セレーションゲージ、テーパーアーバー、スプラインテーパーアーバー、スプラインマンドレル、スプラインプラグゲージ、スプラインリングゲージ、姿ゲージ、テーパーゲージ、球面ゲージ、球面模範、各種模範、高さゲージ、高さマスター、ギャップゲージ、段差ゲージ、LFゲージ、総合ゲージ、深さゲージ、深さマスター、重量マスター(重さ原器) 等
<治工具>
機械加工治具、検査治具、検具、総合ゲージ、LFゲージ、MLFゲージ、自動機用ワーク固定治具、無人化対応用治具、パレット、コレット、コレットチャック 等
<金型>
精密金型部品(プレス用、射出成型用など)
<その他加工>
測定器、専用機、試験機、三次元加工、小穴加工、超硬加工、セラミクス加工、ガラス加工、樹脂加工、鏡面加工、ラップ加工、ラッピング加工、クラウニング加工、特殊プロファイル加工、面粗度加工、ドリル折損除去、試作部品、試験片、引張試験片、ねじり試験片、熱処理試験片、腐食試験片、メッキ試験片、圧縮試験片、校正用マスター、校正基準器、校正器具、点検具、等
<設計>
ゲージ設計、測定治具設計、総型ゲージ設計、総合ゲージ設計、測定ゲージ設計、検査治具設計、機械加工治具設計 、省力化・自動化治具設計
<システム開発>
C, C#, Python, VBA, WordPress など
<営業範囲一覧>
北海道
東北
青森県
岩手県
宮城県
秋田県
山形県
福島県
茨城県
栃木県
群馬県
埼玉県
千葉県
東京都
神奈川県
山梨県
長野県
新潟県
富山県
石川県
福井県
岐阜県
静岡県
愛知県
三重県
滋賀県
京都府
大阪府
兵庫県
奈良県
和歌山県
鳥取県
島根県
岡山県
広島県
山口県
徳島県
香川県
愛媛県
高知県
福岡県
佐賀県
長崎県
熊本県
大分県
宮崎県
鹿児島県
沖縄県