面取径測定(面取径測定器、面取径ゲージ)
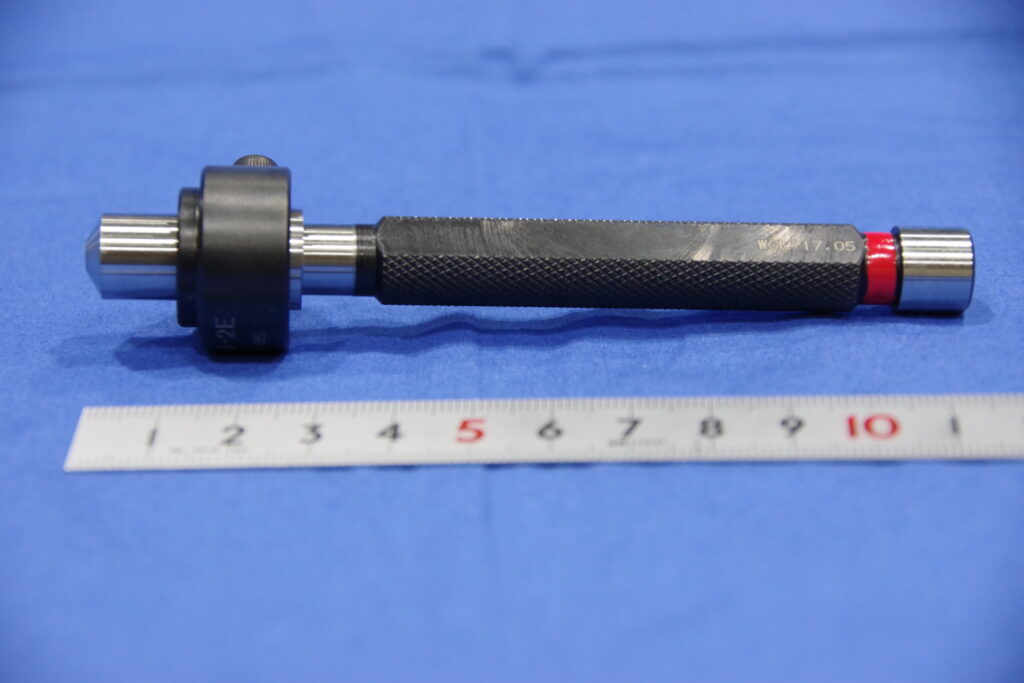
上記写真は、面取径や面取深さの測定器(ゲージ)です。
ダイヤル式ではなく、GO/NOGO(通止)タイプです。
ハンドル右側の栓ゲージで、径の”止まり”測定も同時に測定できる複合タイプのゲージです。
(上記は、当社で設計製作した事例です)
面取の大きさや深さを測りたい、検査したい
まずは、通止(OKなのかNGなのか)が判断できればよいのか、それとも、数値で管理したいのか(計量管理といいます)によってアプローチが変わります。
通止検査の場合(GO/NOGO検査)
上記の写真のように、面取径の範囲(公差の下限~上限)を深さ方向に変換したゲージ設計を行います。
測定子先端が”どれくらいの深さまで入るのか”という数値を面取径に換算するのです。
つまり、
測定子が深く入る ==> 面取径は大きい
測定子が浅く入る ==> 面取径は小さい
と判断するのです。
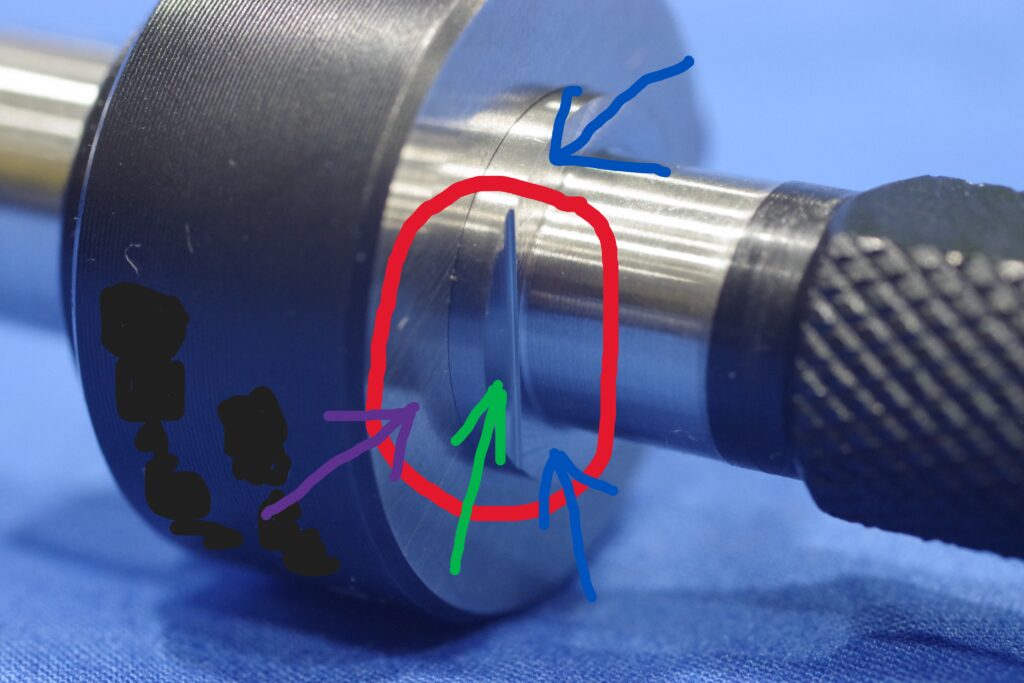
この深い、浅いというレベルを切欠で目視判断します。
上記写真の緑矢印(深い限界を示しています)と青矢印部分(浅い限界を示しています)で目視判断できます。
測定しにくい面取径や面取基準径を簡単に測定することが出来ます。
面取径を数値で測定したい(数値管理したい、計量管理したい)
数値で管理する場合は、ダイヤルゲージを搭載した深さゲージ(デプスゲージ)と同一構造のゲージになります。
測定子がバネの力で上下する構造のゲージを製作し、その測定子の先端にダイヤルゲージ(アナログタイプもしくは、デジタルタイプ)を設置し、その数値を読みます。
穴の深さを測定する深さゲージ(デプスゲージ)と全く同じ構造です。違うのは、測定子の先端形状だけです。


上記の写真の先端部分を測定対象に合わせたテーパー形状(特注対応です)に造形し、面取り部分に当てて、ダイヤルゲージの数値を読みます。
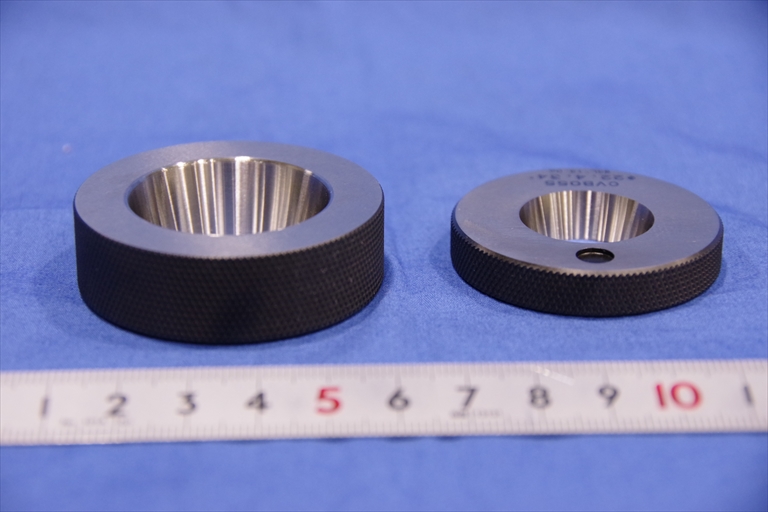
上記写真のような、被測定対象の面取を忠実に再現した原器(校正用原器、マスター)を製作します。
面取径測定器を上記校正原器にセットし、ダイヤルをゼロセットしたうえで、被測定対象を測定します。
測定したときのダイヤルの目盛りを読むことで、面取径を数値で測定することが可能です。
(実際には、深さを直径に換算して読み取ることになります)
計量管理か?通止管理か?
簡単なのは通止管理です。
しかし、通止管理は、
よい とか 悪い
しか判断できません。
どれくらい良いのか?
いまは、良いけど、あと、どれくらいズレると外れてしまうのか?
どれくらい悪いのか?
どれくらい公差から外れているのか?
機械補正はどれくらい行えばいいのか?
などは、数値で管理しないと判断できません。
求められている品質管理レベルに合わせて考えていただければOKです。
面取基準径の測定
面取り基準径の測定も、まったく同じ原理で測定することが可能です。
C面取りの測定
45度で面取りされているC面取りの測定も簡単に、数値で読み取ることが可能です。
面取深さの測定
ある基準から、どれくらいの深さに面取り部分が存在するのか?そして、そのときの面取径は?など、このような測定も、まったく同じ原理で測定することが可能です。
面取口元径の測定
面取口元径の測定は、面取径の測定 と 同じ意味です。
渡辺精密工業にご相談ください。
溝口元径、溝口元巾、テーパー溝の大径、テーパー溝の口元径
溝口元径、溝口元巾、テーパー溝の大径、テーパー溝の口元径も、面取径の測定と同じ思想で測定・検査することが可能です。
ぜひ、渡辺精密工業にご相談ください。
面取径測定の設計、面取径測定の設計製作
当社は、設計部門があります。豊富な設計実績がありますので、ご相談いただければ、ご提案いたします。
もちろん、貴社が現在お使いの測定思想や測定器に準拠したかたちの設計することも可能です。
この場合、使い勝手や測定教育をしなくても、すぐに測定器をご利用いただくことが可能になります。
面取径測定のお悩みは渡辺精密工業にご相談ください。
渡辺精密工業にお気軽にご相談ください。
当社は、テーパー加工について、多くのお問い合わせをいただいております。
また、完全自社工場で製造のため、品質、コストに自信があります!
測定したい面取り部分の図面や写真、マンガ絵、スケッチなど、今、手元にある情報を送っていただけるとスムーズな相談が可能です。
相談はこちらをクリック => https://wsl-g.co.jp/contact/
(図面、写真を当社に送ることができます)
■多くのラインアップ
当社は自社工場で製造する比率が80%以上。ぜひ、千分台加工のゲージ、治工具、試作品、研究開発品、少量量産部品のご相談を!
■会社概要
郵便番号:455-0831
住所:名古屋市港区十一屋一丁目59-1 → アクセス
電話:052-383-8282
FAX.:052-383-8324
<ゲージ>
栓ゲージ、ハサミゲージ、テンプレート、砥石用テンプレート、スプラインゲージ、セレーションゲージ、テーパーアーバー、スプラインテーパーアーバー、スプラインマンドレル、スプラインプラグゲージ、スプラインリングゲージ、姿ゲージ、テーパーゲージ、球面ゲージ、球面模範、各種模範、高さゲージ、高さマスター、ギャップゲージ、段差ゲージ、LFゲージ、総合ゲージ、深さゲージ、深さマスター、重量マスター(重さ原器) 等
<治工具>
機械加工治具、検査治具、検具、総合ゲージ、LFゲージ、MLFゲージ、自動機用ワーク固定治具、無人化対応用治具、パレット、コレット、コレットチャック 等
<金型>
精密金型部品(プレス用、射出成型用など)
<その他加工>
測定器、専用機、試験機、三次元加工、小穴加工、超硬加工、セラミクス加工、ガラス加工、樹脂加工、鏡面加工、ラップ加工、ラッピング加工、クラウニング加工、特殊プロファイル加工、面粗度加工、ドリル折損除去、試作部品、試験片、引張試験片、ねじり試験片、熱処理試験片、腐食試験片、メッキ試験片、圧縮試験片、校正用マスター、校正基準器、校正器具、点検具、等
<設計>
ゲージ設計、測定治具設計、総型ゲージ設計、総合ゲージ設計、測定ゲージ設計、検査治具設計、機械加工治具設計 、省力化・自動化治具設計
<システム開発>
C, C#, Python, VBA, WordPress など
<営業範囲一覧>
北海道
東北
青森県
岩手県
宮城県
秋田県
山形県
福島県
茨城県
栃木県
群馬県
埼玉県
千葉県
東京都
神奈川県
山梨県
長野県
新潟県
富山県
石川県
福井県
岐阜県
静岡県
愛知県
三重県
滋賀県
京都府
大阪府
兵庫県
奈良県
和歌山県
鳥取県
島根県
岡山県
広島県
山口県
徳島県
香川県
愛媛県
高知県
福岡県
佐賀県
長崎県
熊本県
大分県
宮崎県
鹿児島県
沖縄県