『測定台の寸法が増加する原因とは?』40.016mm → 40.00±0.01mmへ復元した修理事例
『SKS3の経年変化による寸法膨張』を研削加工で高精度復元した測定台修理
本記事では、『測定台の寸法が使用中に増加してしまう原因』と、その対策として実施した『高精度復元修理』の事例をご紹介します。
特に、『ゲージの寸法が大きくなった』『測定値が合わない原因が分からない』『修理か新作か判断に迷っている』といった課題をお持ちの方に有益な内容です。
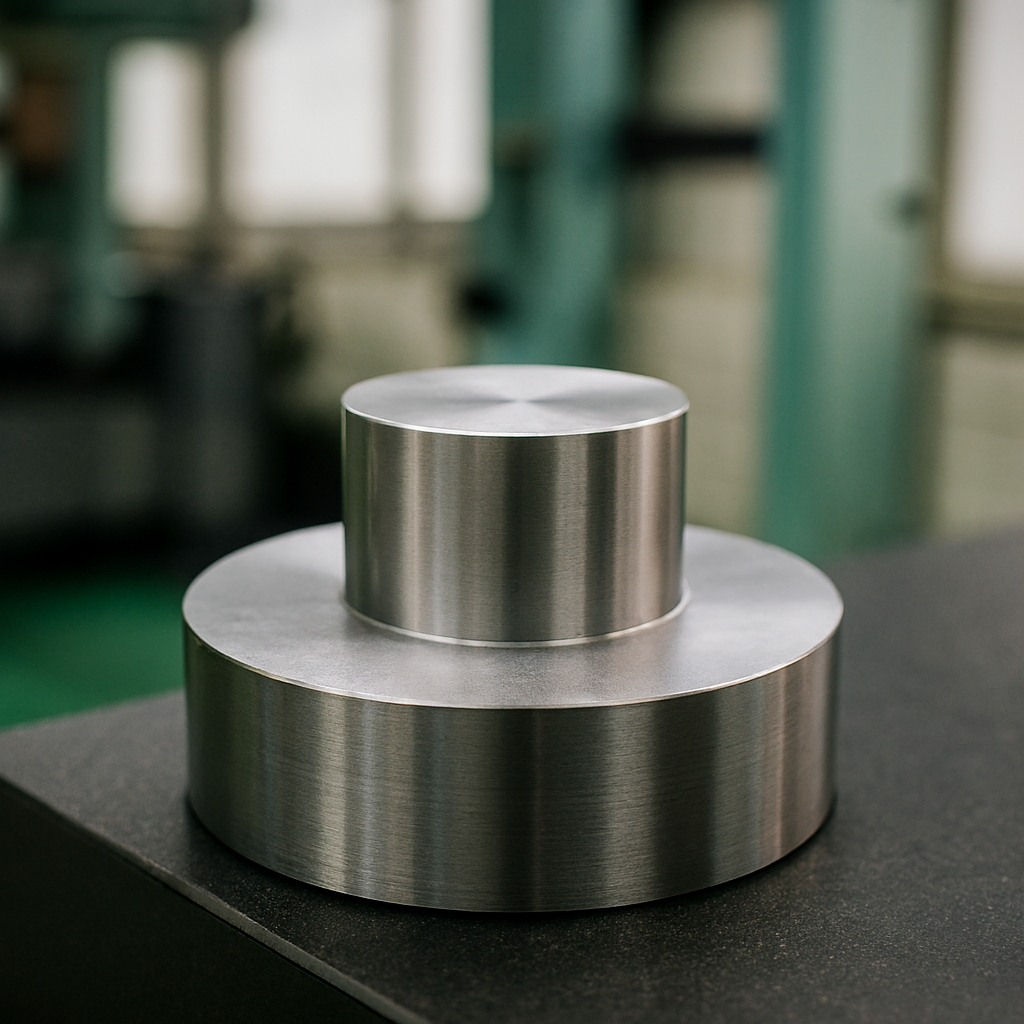
■ 製品仕様(修理対象)
形状:(φ80×T16)+(φ40×T24)トータル厚み40
材質:SKS3(焼入れ・焼戻し・サブゼロ処理)
硬度:HRC58~63
総厚み:40.00 ±0.01mm
数量:1個
設計:お客様
製造番号:25-02772
■ お客様の課題『摩耗していないのに寸法が大きくなった』
通常、測定台やゲージは使用によって摩耗し、寸法は『小さくなる』のが一般的です。
しかし今回のケースでは、
・総厚み:40.016mm(+0.016mm)に増加
という『逆の現象』が発生していました。
この状態では、測定基準として使用できず、製品の測定精度に直接影響するため、早急な修理が必要でした。
■ 原因『SKS3の経年変化(内部組織変態)による膨張』
本現象の原因は『材料内部の組織変化』です。
SKS3などの工具鋼では、熱処理後に残る『残留オーステナイト』が、時間経過や温度変化により
『オーステナイト → マルテンサイト』
へ変態することがあります。
このとき、体積膨張が発生し、結果として
『寸法が大きくなる』
という現象が起こります。
■ サブゼロ処理との関係
この寸法変化を防ぐために実施されるのが『サブゼロ処理』です。
・−80℃以下で急冷
・残留オーステナイトを減少
・長期寸法安定性を確保
ただし、以下のようなリスクも存在します。
・図面に記載があっても実施状況が外観では判断できない
・工程上の見落としが発生する可能性
そのため、『経年後に寸法が増加するトラブル』は実務上一定数発生します。
■ 解決方法『研削加工による寸法復元』
今回の測定台は『寸法が大きくなっている』ため、研削加工による復元が可能でした。
当社では以下の工程で対応しました。
① 恒温測定室で現状寸法を精密測定
② 寸法変化の傾向を分析
③ 研削加工により 40.00 ±0.01mm に復元
④ 再度恒温室で全数測定
⑤ 公差内クリアを確認し出荷
結果として、測定基準として再使用可能な状態に復元しました。
■ 修理後のポイント『再変化リスクと運用』
本製品は製作から長期間経過しているため、
・再度大きく変化する可能性は低い
・ただし定期的な寸法確認は推奨
と判断されます。
精密測定に使用するゲージは、『定期校正』が品質維持の重要なポイントです。
■ 同様トラブルの発生条件と予防策
発生しやすい条件
・SKS3などの工具鋼
・サブゼロ処理が不十分な場合
予防策
・信頼できる熱処理工程の採用
・材料選定の最適化
・定期校正の実施
■ 本事例のポイント
・『寸法が増加する』という異常現象に対応
・材料特性まで踏まえた原因分析
・研削加工でミクロン単位の復元
・測定台を新作せず再生しコスト削減
■ 測定台・ゲージの修理でお困りの方へ
以下のようなケースはご相談ください。
・『測定台の寸法が大きくなっている』
・『測定値が合わない原因が不明』
・『修理と新作どちらが良いか判断したい』
・『他社で修理を断られた』
単品修理・再研磨・精密ゲージの復元にも対応しています。
■ FAQ(よくあるご質問)
Q1. 測定台やゲージの寸法が大きくなることは本当にあるのですか?
A1.あります。SKS3などの工具鋼では、内部の残留オーステナイトがマルテンサイトに変態することで体積膨張が起こり、寸法が増加する場合があります。
Q2. 寸法が大きくなった場合は修理できますか?
A2.可能です。研削加工により指定寸法へ戻すことで、高精度な復元が行えます。
Q3. サブゼロ処理をしていても寸法変化は起きますか?
A3.理論上は抑制されますが、処理条件や工程によっては残留オーステナイトが残り、経年変化が発生する可能性があります。
Q4. 修理後に再び寸法が変化する可能性はありますか?
A4.可能性はありますが、長期間使用された後であれば再変化は小さい傾向にあります。定期的な測定確認を推奨します。
Q5. 修理と新作はどちらが良いのでしょうか?
A5.状態によります。摩耗や変形の程度、コスト、納期を総合的に判断し、最適な方法をご提案します。
渡辺精密工業株式会社(WSL)へお気軽にご相談ください。
もし「他社で断られた」「規格品では合わない」などのお悩みがあれば、ぜひ私たちにご相談ください。
渡辺精密工業は、技術と実績であなたの課題を解決します。
「困ったときの駆け込み寺」として、全国の製造業の皆様をお待ちしています。


お問い合わせはこちら ==> https://wsl-g.co.jp/contact/
渡辺精密工業の製品例は、こちら ==> https://wsl-g.co.jp/products/
■会社概要
郵便番号:455-0831
住所:名古屋市港区十一屋一丁目59-1 → アクセス
電話:052-383-8282
FAX.:052-383-8324
<認証(QMS関連)>
JISQ9100
ISO9001
MSJ4000
<ゲージ>
栓ゲージ、ハサミゲージ、テンプレート、砥石用テンプレート、スプラインゲージ、セレーションゲージ、テーパーアーバー、スプラインテーパーアーバー、スプラインマンドレル、スプラインプラグゲージ、スプラインリングゲージ、姿ゲージ、テーパーゲージ、球面ゲージ(内面、外径)、オス球面、メス球面、球面模範、各種模範、高さゲージ、高さマスター、ギャップゲージ、段差ゲージ、LFゲージ、総合ゲージ、深さゲージ、深さマスター、重量マスター(重さ原器)、セットアップゲージ、セッチングゲージ、ゲージ校正 等
<治工具>
機械加工治具、検査治具、検具、総合ゲージ、LFゲージ、MLFゲージ、自動機用ワーク固定治具、無人化対応用治具、パレット、コレット、コレットチャック、CMMホルダー、三次元測定器固定治具、かしめ爪、かしめ治具、位置決め治具、固定治具、ジラス金型 等
<金型>
精密金型部品(プレス用、射出成型用など)
<その他加工>
測定器、専用機、試験機、三次元加工、小穴加工、超硬加工、セラミクス加工、ガラス加工、樹脂加工、鏡面加工、ラップ加工、ラッピング加工、クラウニング加工、特殊プロファイル加工、面粗度加工、ドリル折損除去、試作部品、試験片、引張試験片、ねじり試験片、熱処理試験片、腐食試験片、メッキ試験片、圧縮試験片、校正用マスター、校正基準器、校正器具、点検具、等
<設計>
ゲージ設計、測定治具設計、総型ゲージ設計、総合ゲージ設計、測定ゲージ設計、検査治具設計、機械加工治具設計 、省力化・自動化治具設計
<システム開発>
C, C#, Python, VBA, WordPress など
<営業範囲一覧>
北海道
東北
青森県
岩手県
宮城県
秋田県
山形県
福島県
関東
茨城県
栃木県
群馬県
埼玉県
千葉県
東京都
神奈川県
山梨県
長野県
新潟県
富山県
石川県
福井県
岐阜県
静岡県
東海
中部
愛知県
三重県
近畿
滋賀県
京都府
大阪府
兵庫県
奈良県
和歌山県
中国
鳥取県
島根県
岡山県
広島県
山口県
四国
徳島県
香川県
愛媛県
高知県
九州
福岡県
佐賀県
長崎県
熊本県
大分県
宮崎県
鹿児島県
沖縄県